




  Конусная дробилка КСД-600 для щебняВ наличии дробилка конусная КСД-600 после ремонта для щебня. Полная комплектация. Гарантия — 6 месяцев. Доставка во все регионы России. Отгрузка со склада в Краснодаре. Подробнее по тел. (861) 206-77-95.21 January, 2024
 Питатель ТК-15 в наличии в КраснодареВ наличии пластинчатый питатель ТК-15. Производитель - ООО «НерудСтройСервис» (Краснодар). Подробнее по тел. (861) 206-77-95.27 December, 2023
    Ленточные конвейеры: комплектующиеОсновная часть ленточного конвейера – приводные и неприводные барабаны. Натяжные и приводные станции обеспечивают ленте напряжение, ограничивают провисание ленты между роликоопорами.09 October, 2022
 Ленточный конвейер в производстве нерудных материаловОсновное назначение ленточных конвейеров состоит в перемещении грузов и материалов различной консистенции. Используются в сфере добычи нерудных материалов (щебень, гравий, песок).30 September, 2022
 |
Особенности применения дополнительных лент в приводах ленточных конвейеровСила тяги приводного барабана ленточного конвейера в большой степени зависит от фактического состояния контактирующих поверхностей конвейерной ленты (КЛ) и барабана (рис. 1). При плохом сцеплении КЛ с приводным барабаном создаваемая им сила тяги недостаточна для работы конвейера. Для увеличения силы тяги фрикционного привода ленточных конвейеров предложен ряд конструкций приводов, включающих помимо приводных барабанов дополнительные ленты, предназначенные для усиления прижатия КЛ к поверхности приводных барабанов и/или передачи ей тягового усилия. 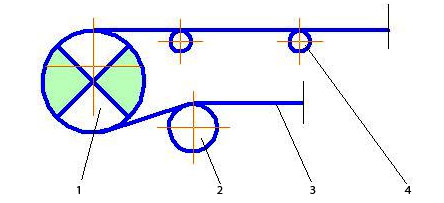 Рис. 1. Схема однобарабанного головного привода: 1 – головной приводной барабан; 2 – отклоняющий барабан; 3 – КЛ; 4 – поддерживающий ролик Для классификации приводов ленточных конвейеров с дополнительными лентами выделим следующие классифицирующие признаки дополнительной ленты: – прижимает/не прижимает КЛ к поверхности приводного барабана; – передает/не передает КЛ тяговое усилие на поверхности взаимного контакта; – контактирует с рабочей (загрязненной)/нерабочей (чистой) поверхностью КЛ. Дополнительная лента обеспечивает требуемую силу тяги приводного барабана в сложных условиях эксплуатации ленточного конвейера, когда невозможно обеспечить высокое значение коэффициента сцепления КЛ с приводным барабаном. Так, в приводе ленточного конвейера 1Л100К для увеличения тяговой способности между лентой и приводным барабаном размещена дополнительная лента (рис. 2) [1]. В соответствии с предложенной классификацией дополнительная лента не прижимает КЛ к поверхности приводного барабана, но передает тяговое усилие нерабочей (чистой) поверхности КЛ. Применение дополнительной ленты позволяет передавать тяговое усилие КЛ не только на поверхности приводного барабана 5, но и на поверхности отклоняющего барабана 4. В [2] приведена схема привода ленточного конвейера с размещением приводного барабана на холостой ветви КЛ (рис. 3). Дополнительная лента не передает КЛ тяговое усилие, но прижимает ее к поверхности приводного барабана, контактируя с рабочей (загрязненной) поверхностью КЛ. Недостатками этой схемы являются недостаточное увеличение силы тяги из-за ограниченного веса и габаритов груза, увеличенные габариты привода в вертикальном направлении и невозможность его использования при горизонтальном (или близком к горизонтальному) расположении набегающей и сбегающей ветвей КЛ. Применение дополнительной ленты усложняет конструкцию привода ленточного конвейера, поскольку для ее монтажа и эксплуатации необходимы дополнительные отклоняющие барабаны, натяжное устройство, пространство для стыковки концов дополнительной ленты. Кроме того, необходимо обеспечивать центральное движение дополнительной ленты без боковых смещений. Для увеличения силы тяги фрикционного привода помимо дополнительных лент известны другие конструктивные решения. Если дополнительная лента передает КЛ тяговое усилие без ее дополнительного прижатия к поверхности приводного барабана, то альтернативным решением является увеличению угла охвата КЛ приводного барабана. 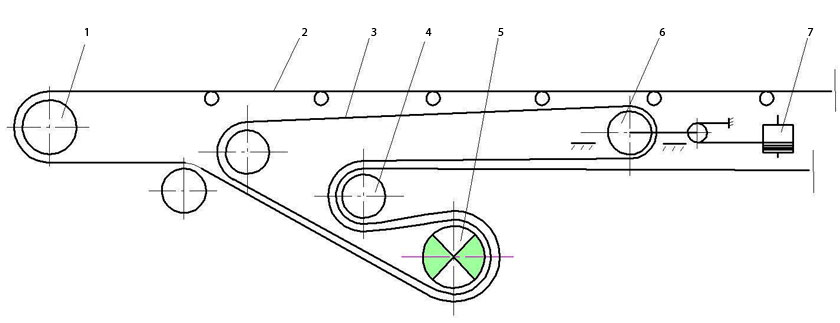 Рис. 2. Схема привода с дополнительной лентой: 1 – головной барабан; 2 – КЛ; 3 – дополнительная лента; 4 – отклоняющий барабан; 5 – приводной барабан; 6 – натяжной барабан; 7 – натяжное устройство Если дополнительная лента прижимает КЛ к поверхности приводного барабана без передачи тягового усилия, то альтернативным решением является установка прижимных роликов (барабанов). Общей альтернативой применению дополнительных лент является увеличение силы предварительного натяжения КЛ, т. е. навеска более прочной КЛ. При этом увеличение силы натяжения КЛ требует, возможно, применения более прочных барабанов, натяжного устройства. Поэтому увеличение силы натяжения КЛ (небольшое по сравнению с расчетным значением) можно рекомендовать, если это не требует изменения типоразмера КЛ, конструкции барабанов и натяжного устройства. Установка нескольких приводных барабанов широко применяется в ленточных конвейерах горных предприятий. Так, ленточный конвейер 1Л80 изготавливался с двумя приводными барабанами, приводимыми во вращение одним редуктором, имеющим два выходных вала (рис. 4) [1]. Установки двух приводных барабанов с одним общим электродвигателем (ЭД) требуют установки крупногабаритного редуктора нестандартной конструкции. 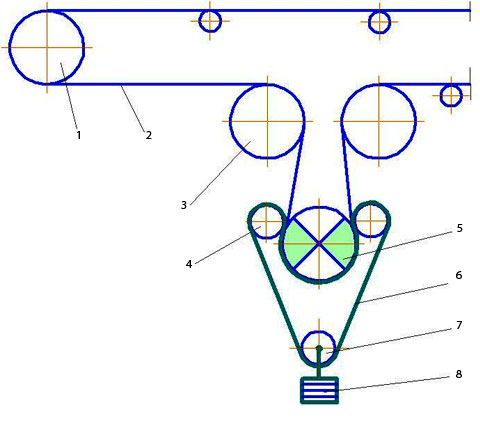 Рис. 3. Схема привода с дополнительной лентой: 1 – головной барабан; 2 – КЛ; 3 – отклоняющий барабан; 4 – обводной барабан; 5 – приводной барабан; 6 – дополнительная лента; 7 – натяжной барабан; 8 – груз 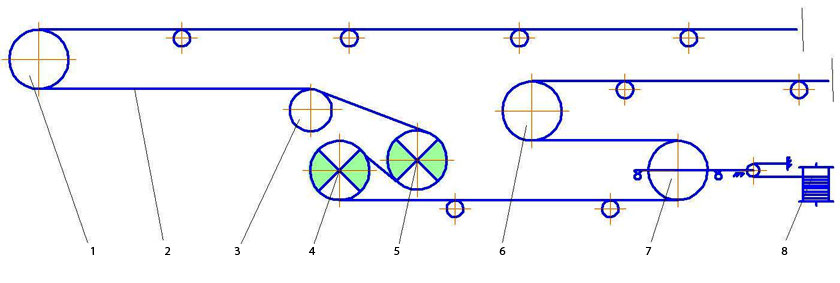 Рис. 4. Схема ленточного конвейера 1Л80: 1 – головной барабан; 2 – КЛ; 3, 6 – отклоняющие барабаны; 4, 5 – приводные барабаны; 7 – натяжной барабан; 8 – натяжное устройство 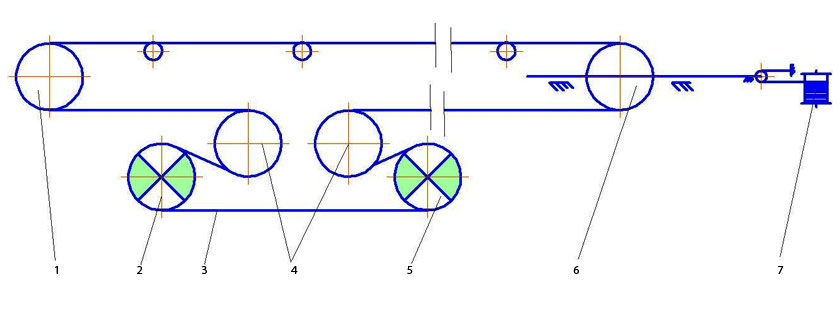 Рис. 5. Схема ленточного конвейера 1ЛУ120: 1 – головной барабан; 2, 5 – приводные барабаны; 3 – КЛ; 4 – отклоняющие барабаны; 6 – натяжной барабан; 7 – натяжное устройство Применение двух приводных барабанов, жестко соединенных одним редуктором, эквивалентно удвоению угла охвата КЛ одного приводного барабана. При этом второй по ходу движения КЛ приводной барабан передает ей значительно меньшую силу тяги, чем первый приводной барабан. Выравнивание силы тяги приводных барабанов достигается установкой отдельных приводных блоков. Так, ленточный конвейер 1ЛУ120 имеет два приводных барабана, каждый из которых приводится во вращение своим ЭД через редуктор (рис. 5) [1]. Установка двух приводных барабанов с собственными ЭД приводит к удвоению числа узлов приводной станции. Положительной особенностью этой конструкции является уменьшения веса и габаритов приводных блоков. Кроме того, КЛ 3 охватывает оба приводных барабана 2 и 5 чистой (нерабочей) стороной, каждый приводной блок смонтирован на отдельной сварной раме. Увеличение угла охвата и дополнительное прижатие КЛ к приводному барабану предусмотрено в приводе конвейера 1ЛУ100 (рис. 6). Прижимной барабан 4 целесообразно устанавливать в конце дуги охвата КЛ 3 приводного барабана 5 [3]. Сила прижатия ограничена допустимыми значениями напряжений в обкладках и прокладках КЛ. Установка одного прижимного ролика или барабана дает незначительное увеличение силы тяги [3]. Суммарная мощность приводов современных ленточных конвейеров достигает нескольких мегаватт [4]. Для создания высокоэффективных ленточных конвейеров необходимо оценить эффективность применения дополнительной ленты в приводе ленточного конвейера по сравнению с альтернативными конструктивными решениями. В качестве альтернативных конструктивных решений рассмотрим: П1 – однобарабанный головной привод (рис. 1); П2 – привод с одним приводным барабаном и дополнительной тяговой лентой (рис. 2); П3 – привод с одним приводным барабаном и дополнительной прижимной лентой (рис. 3); П4 – двухбарабанный привод с одним ЭД (рис. 4); П5 – двухбарабанный привод с двумя ЭД (рис. 5); П6 – однобарабанный привод с прижимным барабаном (рис. 6). В качестве критериев эффективности примем: – коэффициент использования прочности КЛ, K1 W / [S], S = где WS – максимально возможная сила тяги привода, Н; [S] – максимально допускаемое натяжение КЛ, Н; – количество барабанов привода Nб. Для вычисления значений К1 применим зависимости [3] для расчета WS. Значения критериев К1 и Nб, рассчитанные при μ = 0,3; α = 225°; α1 + α2 = 450°; α0 = 180°; Nпр = 0,075[S]; Sдоп= 0,4[S], приведены в таблице. Формулы для расчета и значения критериев Конструкция привода Формулы для расчета К1 при Sнб = [S] К1 Nб П1 (рис. 1) K1 = 1 – exp (–μα) 0,692 2 П2 (рис. 2) K1 = 1 – exp [–μ2 (α + α0)] 0,880 5 П3 (рис. 3) K1 = [1 – exp (–μα)](1 + Sдоп/[S]) 0,970 6 П4 (рис. 4) K1 = 1 – exp[–μ (α1 + α2)] 0,905 5 П5 (рис. 5) K1 = 1 – exp[–μ (α1 + α2)] 0,905 4 –––––––– μ – коэффициент сцепления КЛ с приводным барабаном; α – угол охвата КЛ приводного барабана; α1, α2 – углы охвата КЛ 1-го и 2-го приводных барабанов; α0 – угол охвата КЛ отклоняющего барабана; Nпр – сила прижатия прижимного барабана к приводному барабану; Sнб – сила натяжения набегающей ветви КЛ; Sдоп – сила натяжения дополнительной ленты. Из таблицы следует, что для принятых исходных данных эффективно используют прочность КЛ приводы конструкций П2, П3, П4 и П5. Меньшее значение К1 для конструкции П2 по сравнению с П4, П5 обусловлено тем, что в исходных данных α + α0 < α1 + α2. При α + α0 = α1 + α2 значения К1 для конструкций П2, П4 и П5 равны. Применение дополнительной ленты в конструкциях приводов П2, П3 требует установки пяти и шести барабанов соответственно. Применение прижимной ленты более эффективно, чем тяговой, так как оно в большей степени увеличивает силу тяги привода. К тому же прижимная лента меньше изнашивается, чем тяговая. 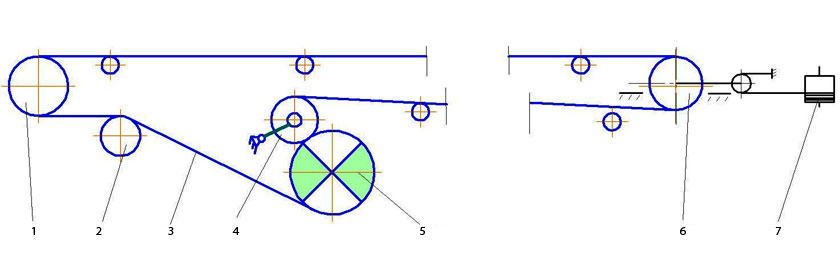 Рис. 6. Схема ленточного конвейера 1ЛУ100: 1 – головной барабан; 2 – отклоняющий барабан; 3 – КЛ; 4 – прижимной барабан; 5 – приводной барабан; 6 – натяжной барабан; 7 – натяжное устройство Таким образом, из рассмотренных средств увеличения силы тяги привода наиболее эффективными являются: – ограниченное увеличение силы натяжения КЛ (без изменения типоразмера КЛ); – установка двух приводных барабанов с собственными ЭД; – применение прижимной ленты. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Рудничный транспорт и механизация вспомогательных работ / под общ. ред. Б. Ф. Братченко. М.: Недра, 1978. 423 с. 2. Евневич А. В. Транспортные машины и комплексы. М.: Недра, 1975. С. 89–90. 3. Реутов А. А. Моделирование приводов ленточных конвейеров. Брянск: Изд-во БГТУ, 2011. 152 с. 4. Давыдов С. Я. Новые решения по использованию лент общепромышленного назначения для перемещения насыпных материалов // Известия Уральского государственного горного университета. 2013. № 4. С. 59–71. Поступила в редакцию 26 декабря 2013 г. Реутов Александр Алексеевич – доктор технических наук, профессор кафедры подъемно-транспортных машин и оборудования. 241035, г. Брянск, бул. 50-летия Октября, 7, Брянский государственный технический университет. E-mail: umu@tu-bryansk.ru Источник: https://elibrary.ru |
