




  Питатель пластинчатый ТК-15 от производителяВ наличии питатель пластинчатый ТК-15 от производителя ООО "НерудСтройСервис" (Краснодар). Гарантия - 12 месяцев. Подробнее по тел. +7 861 206-77-95.15 January, 2026
 Щековая дробилка СМ-741 в КраснодареКупить щековую дробилку СМ-741 после ремонта. В наличии на складе в Краснодаре. Доставка по РФ. Подробнее по тел. +7 861 206-77-95.12 December, 2025
    Ленточные конвейеры: комплектующиеОсновная часть ленточного конвейера – приводные и неприводные барабаны. Натяжные и приводные станции обеспечивают ленте напряжение, ограничивают провисание ленты между роликоопорами.09 October, 2022
 Ленточный конвейер в производстве нерудных материаловОсновное назначение ленточных конвейеров состоит в перемещении грузов и материалов различной консистенции. Используются в сфере добычи нерудных материалов (щебень, гравий, песок).30 September, 2022
 |
Главная / Статьи /
Десять простых шагов для максимального увеличения эффективности и производительности (часть 2)Десять простых шагов для максимального увеличения эффективности и производительности (часть 2)В начало статьи Рационализация применения инструментов Учитывая огромное количество доступных геометрий инструментов, их размеров и материалов, возможные конфигурации металлорежущих инструментов практически бесконечны. Металлообрабатывающие предприятия обычно используют один инструмент для получения определенной характеристики детали, затем другой инструмент для обработки другого элемента детали. В рассматриваемом примере для обточки вала и создания широкой канавки с двумя уступами используются два отдельных инструмента. А именно: один инструмент обтачивает вал до нужного диаметра и обрабатывает один уступ и ширину канавки, затем второй инструмент вырезает другой уступ. Каждый инструмент требует индивидуального программирования и оптимизации, а значит, отдельных расходов. Другая стратегия выбора инструмента – разработка узкоспециализированного инструмента, который способен обработать несколько элементов детали за один проход. Такая стратегия удобна, но проектирование и изготовление специальных инструментов требуют немалых затрат. Между этими двумя крайностями находится метод, который использует стандартный инструмент для выполнения нескольких операций (многонаправленная токарная обработка). Ярким примером такого подхода являются инструменты для многонаправленной токарной обработки компании Seco. Характеристики инструмента позволяют обтачивать диаметр, осуществлять врезку для создания одного уступа, перемещаться по валу для обработки канавки, затем возвращаться для создания второго уступа. Даже если этот многонаправленный инструмент не будет равнозначен двум отдельным инструментам с оптимизированными параметрами обработки, он может быть предпочтителен благодаря снижению расходов на инструмент и программирование, уменьшению временных затрат на смену инструмента и упрощению номенклатуры.
Обработка сложных деталей (групповая технология) Помимо применения инструментов, которые могут выполнять две или более операции, предприятие может выбрать инструменты, способные придать схожие характеристики целому ряду заготовок. Предприятие может обрабатывать широкий диапазон деталей, но они будут иметь общие характеристики (отверстия, пазы и обработка поверхности). Для ускорения обработки сложных деталей предприятие может объединить эти общие характеристики в группу и выбрать инструмент, оптимизированный для определенной операции (например, обработки отверстий), которая повторяется на различных деталях. Оптимизированный инструмент максимально увеличивает производительность и сокращает расходы на время разработки, которое уходит на повторное программирование инструментов для каждой отдельной детали. Метод групповой технологии также позволяет сократить номенклатуру инструмента. Минимальная функциональность и качество деталей Хотя такая концепция изначально может показаться странной, предприятия должны понимать, что для обеспечения функциональности детали достаточно соблюсти минимальные требования заказчика. Нет никакой необходимости превосходить эти требования. Если допуск детали составляет 5 мкм, стремление достичь допуска 3 мкм – бесполезная трата времени и денег. Для более жесткого допуска потребуются инструменты более высокого качества и более точные процессы обработки.
Однако заказчики не готовы платить за высокое качество, если в нем нет необходимости, и работа станет для предприятия убыточной.Разумеется, некоторых проблем качества, например заусенцев, необходимо избегать. Существуют ситуации, когда небольшие различия в цене не имеют значения – разница стоимости инструмента в несколько евро или центов несущественна по сравнению со стоимостью большого титанового компонента для аэрокосмической промышленности, который данный инструмент будет обрабатывать. Для достижения максимальной экономической эффективности предприятие должно адаптировать качество производства в соответствии с требованиями к функциональности и качеству детали. Источник: журнал "Экспозиция Металлообработка", выпуск: март-апрель № 1 2017 г., стр. 26-31. Продолжение следует |
 Рисунок 4. Объем предложений по инструментам огромен — необходим рациональный подход
Рисунок 4. Объем предложений по инструментам огромен — необходим рациональный подход 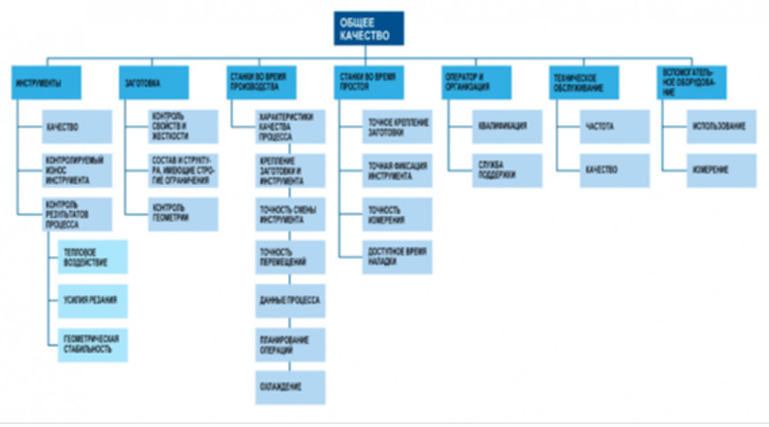 Рисунок 5. На общее качество готовой детали влияет большое количество элементов
Рисунок 5. На общее качество готовой детали влияет большое количество элементов 